
A slight wobble in a drill press can destroy accuracy within seconds. The bit starts to tremble, holes widen, and the smooth finish you expect becomes rough and uneven.
That small shake is caused by runout — a subtle mechanical error where the spindle or chuck spins off its true axis. Even a fraction of a millimeter of deviation creates vibration and misalignment during drilling.
Runout doesn’t just affect precision. It wears bearings faster, dulls bits prematurely, and causes noise or chatter that makes drilling uncomfortable and unsafe.
In metalworking, this can mean holes that miss tolerance by thousandths of an inch. In woodworking, it results in poor joint alignment or tear-out around the edges.
The issue often hides behind simple causes like dust in the taper, loose bearings, or a slightly bent spindle. Left unchecked, these small flaws amplify over time and lead to visible wobble.
Restoring precision requires patience, cleanliness, and a deep understanding of how each component interacts — from chuck seating to spindle balance.
When properly aligned, a drill press performs like a tuned machine. The bit spins true, vibrations disappear, and every hole lands exactly where it should.
Fixing runout isn’t about perfection — it’s about control. Once corrected, even a modest drill press can deliver results worthy of professional-grade accuracy.
What Is Drill Press Runout

Drill press runout occurs when the spindle or chuck doesn’t rotate perfectly around its central axis. Instead of spinning true, the bit moves in a tiny circular motion, creating uneven drilling and vibration.
This deviation may seem insignificant, but it directly affects hole accuracy, surface finish, and tool lifespan. Even a difference of a few thousandths of an inch can cause a visible wobble at the bit tip.
There are two types of runout: radial (side-to-side movement) and axial (in-and-out movement). Both result in the bit failing to cut uniformly, often leading to heat buildup, oversized holes, and material tearing.
When a press has high runout, it no longer drills with precision. The problem usually grows gradually as bearings wear, chucks loosen, or debris accumulates inside the taper.
What is runout on a drill press?
It’s the amount by which the rotating spindle or chuck deviates from its perfect centerline.
How does runout affect accuracy?
It causes bits to wander and holes to become uneven or oversized.
What’s an acceptable runout level?
Generally below 0.003 inches for woodworking and below 0.001 for metal.
Does vibration always mean runout?
Not always — imbalance or poor mounting can also cause vibration.
Can new machines have runout?
Yes, poor factory alignment or low-quality parts can cause it even when new.
How to Measure Drill Press Runout
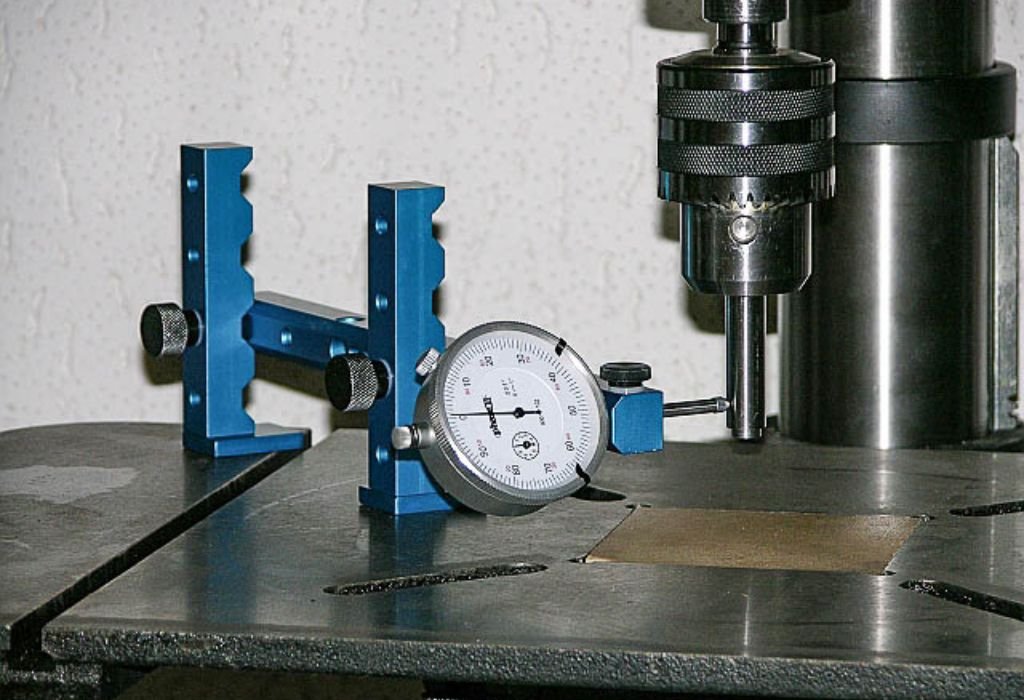
Measuring runout accurately is the first step toward fixing it. Start by unplugging the drill press and securing a straight test rod or drill bit in the chuck. A dial indicator mounted on a magnetic base provides the most accurate readings.
Position the indicator tip against the test rod near the chuck. Slowly rotate the spindle by hand and observe the gauge. The variation shown is your total indicator runout (TIR).
To verify consistency, measure at multiple points along the rod. If readings increase farther from the chuck, the misalignment likely lies in the chuck or spindle.
For a detailed visual reference, check Grainger’s alignment guide, which shows proper gauge placement and reading interpretation.
Keeping precise records helps track long-term performance and spot bearing wear before it becomes visible.
What tool do I use to check runout?
A dial indicator with a stable magnetic base works best.
Can I eyeball it instead?
You can, but the measurement won’t be accurate enough for precision work.
Why measure at multiple points?
It helps identify whether the problem is in the spindle, chuck, or arbor.
What reading indicates trouble?
Anything above 0.005 inches suggests misalignment or wear.
Should I rotate under power?
Never — always turn the spindle manually for safety and accuracy.
Common Causes of Runout
Most drill press runout develops gradually from wear or improper maintenance. The most common source is dirt or corrosion on the taper that prevents the chuck from seating properly. Even a small layer of dust or oil throws off concentric alignment.
Another frequent cause is worn bearings. When bearings lose their tightness, the spindle develops side play, allowing radial movement during rotation. This can produce visible wobble and uneven holes.
A bent spindle or arbor also contributes significantly. Heavy side pressure while drilling, or an accidental drop, can distort the spindle slightly. Even a minor bend magnifies at the bit tip.
Finally, poor chuck quality or a loose quill bushing can increase runout. Inferior chucks often have inconsistent jaw alignment, while worn quills allow the spindle to shift during drilling.
You can review more about common machine faults in Popular Mechanics’ drill press maintenance article.
What’s the most frequent cause of runout?
A dirty or poorly seated chuck taper.
Can worn bearings cause noise?
Yes, they often produce grinding or knocking sounds.
Does over-tightening the belt affect runout?
Yes, too much tension strains bearings and increases wobble.
Is a bent spindle repairable?
Minor bends can be straightened, but severe ones need replacement.
Do cheap chucks cause runout?
Often, yes — they have less precise jaw alignment.
Cleaning and Reseating the Chuck

Cleaning and reseating the chuck is one of the easiest ways to fix moderate runout. A single speck of dust inside the taper can prevent the chuck from seating evenly.
Disconnect the power and remove the chuck by inserting a drift key or gently tapping with a rubber mallet. Clean both the spindle taper and the chuck bore using mineral spirits or isopropyl alcohol.
Inspect both surfaces for scratches or rust. Lightly polish with fine emery cloth if needed, then wipe them dry. Reinstall the chuck firmly with a quick upward press or tap. It should seat snugly without gaps.
After reseating, check runout again with a dial indicator. Often, a simple cleaning reduces total runout by half.
A visual step-by-step cleaning process is available at The Spruce Crafts.
What cleaner should I use?
Mineral spirits or alcohol — avoid oily products like WD-40.
How tight should the chuck fit?
It should press in firmly and hold without any wobble.
What if it keeps falling out?
The taper may be damaged or dirty; clean or replace it.
Can polishing improve fit?
Yes, light polishing improves contact and seating.
How often should I clean it?
Every few months or after dusty projects.
Inspecting Bearings and Spindle Condition
If cleaning doesn’t correct the problem, the next step is to inspect the bearings and spindle. Worn or dry bearings allow microscopic play that becomes visible as runout during rotation.
Spin the spindle by hand. A smooth feel means the bearings are fine; grinding or looseness means replacement is needed. Remove the quill assembly carefully and examine both upper and lower bearings.
Replace any that show rust, noise, or excessive play. Always use sealed high-precision bearings rated ABEC-5 or higher for long-term stability.
If the spindle itself is bent, it must be replaced or professionally straightened. You can confirm spindle alignment by testing runout directly on the spindle nose using a dial indicator.
More information on bearing selection can be found at McMaster-Carr’s bearing section.
How do I know my bearings are bad?
Grinding noise, vibration, or side play in the spindle.
Should I grease sealed bearings?
No, they’re permanently lubricated.
Can bad bearings cause overheating?
Yes, friction increases as lubrication fails.
Do I need special tools to replace bearings?
A bearing puller or press is recommended.
Can worn bearings affect speed accuracy?
Yes, they cause inconsistent RPM under load.
Realigning the Spindle and Arbor
Once the bearings are in good shape, focus on aligning the spindle and arbor. Even a slight offset between the spindle and chuck taper can introduce measurable runout.
Insert a straight test bar into the spindle taper without the chuck attached. Place the dial indicator near the tip of the bar and rotate the spindle by hand. If readings fluctuate, the spindle is off-center.
Minor deviations can sometimes be corrected by carefully tapping the spindle using a brass drift. However, serious bends require professional repair.
Check that the arbor fits perfectly flush within the spindle. A misfit of even 0.001 inches causes compounding errors during rotation. Tighten all locking screws and recheck concentricity.
For deeper alignment tips, see Kaka Industrial’s precision setup guide.
What’s the best way to test spindle straightness?
Use a dial indicator on a test bar and observe movement as you rotate.
Can I straighten the spindle myself?
Only for small deviations; major bends require machining.
Should the arbor sit completely flush?
Yes, there should be zero visible gap.
What if the arbor wobbles inside the spindle?
It’s either worn or mismatched — replace it.
Can loose screws affect alignment?
Yes, even small looseness throws the spindle off balance.
Upgrading for Long-Term Precision
Upgrading critical components can drastically reduce future runout and improve overall performance. High-quality chucks from brands like Jacobs or Albrecht are machined to tighter tolerances, reducing eccentricity.
Precision bearings with angular contact design improve spindle support and minimize side movement under load. A collet chuck system can take accuracy even further, gripping bits more evenly than standard jaws.
Upgrading pulleys or drive belts also reduces vibration. Balanced aluminum pulleys create smoother power transmission than cast steel ones.
You can explore compatible precision upgrades at Grainger’s drill press tooling section.
Do premium chucks make a big difference?
Yes, they can cut total runout by 50% or more.
Is a collet system worth the price?
For metalworking or precision drilling — absolutely.
Can I mix old and new components?
Avoid it; mismatched parts can reintroduce runout.
Do better bearings improve performance?
Yes, smoother motion means less vibration and wear.
Does balancing pulleys really help?
Yes, it eliminates harmonic vibration that amplifies wobble.
Preventing Future Runout
Once precision is restored, regular care ensures it stays that way. Clean the spindle taper often and wipe off dust or oil before reinstalling the chuck.
Keep belt tension moderate — too loose slips, too tight strains bearings. Check quill play periodically, ensuring smooth but firm movement.
Avoid forcing the drill bit sideways; side pressure bends spindles and wears bushings. After every few months, verify runout readings with a quick dial indicator test.
Cover the press when not in use to protect it from moisture and rust. Consistent habits prevent small problems from turning into mechanical misalignment.
A full list of safety and maintenance steps is available from OSHA’s machinery safety standards.
How often should I check runout?
Every 3–6 months or whenever precision drops.
Can I oil the taper to prevent rust?
Use a dry lubricant, not oil — it attracts dust.
Does storage environment matter?
Yes, humidity promotes corrosion and taper slippage.
What’s the biggest prevention tip?
Keep all mating surfaces clean and free from residue.
Can belts cause new runout issues?
Yes, uneven or stretched belts create vibration.
Conclusion
Fixing drill press runout isn’t just about tightening parts — it’s about restoring harmony between every moving component. When the spindle, chuck, bearings, and taper all work in perfect alignment, precision follows naturally.
Each correction, from cleaning the taper to replacing bearings, adds stability and accuracy to your machine. Even small improvements, like upgrading the chuck or checking spindle straightness, create noticeable results in drilling performance.
A drill press that spins true produces cleaner holes, smoother finishes, and extends the life of your bits. It also feels different — quieter, steadier, and more controlled.
The process of learning how to fix drill press runout and improve precision teaches patience and mechanical understanding. It’s a small investment of time that yields lasting results.
With regular maintenance and a commitment to cleanliness, your drill press will perform like new for years — spinning straight, cutting clean, and proving that precision truly begins at the spindle.

I’m John F. Nicholas, the founder, lead writer, and drill enthusiast behind 101drill.com. With years of hands-on experience in power tools and DIY projects, I created this platform to share practical knowledge, expert tips, and real-world insights to help others master the art of drilling.